طرح ساخت ظروف قابلمه و گرانیتی با نرم افزار کامفار Comfar
مطالعات بازار
در میان پوششهای نچسب ظروف، گرانیت از همه بادوامتر و سختتر است. گرانیت نام دیگر سنگ خاراست. این ماده، ده برابر سخت تر از تفلون است. همچنین به دلیل سنگی بودناش گرما را در خود نگه داشته و غذا در آن دیرتر از ظروف معمولی میسوزد. تمیز کردن گرانیت بسیار ساده است؛ کافیست دستمالی خشک بر آن کشیده و ذرات غذا را از رویش پاک کنید. حتما میدانید که استفاده از روغن تنها برای این است که غذا در زمان سرخ شدن به کف ظرف نچسبد. بنابراین در زمان استفاده از ظروف گرانیتی، نیازی نیست که از روغن یا کره استفاده کنید و به همین دلیل غذای پخته شده کالری کمتری داشته و سالمتر خواهد بود. یکی دیگر از خواص این ظروف تغییر ندادن طعم غذاست. تفلون و سرامیک به دلیل اینکه از مواد مصنوعی ساخته میشوند، تا حد بسیار کمی با غذا ترکیب شده و طعم آن را تغییر میدهند. ولی گرانیت مادهای طبیعی است و طی سالیان سال در طبیعت به وجود آمده و پایدار شده است. دمایی که روی اجاق به گرانیت میدهیم، بسیار کمتر از مقداری است که در زمان تشکیلاش به خود دیده است، و به همین دلیل میتوان مطمئن بود که ملکولهای خود را از دست نمیدهد .گرانیت نه تنها ترکیبی از مزایای تفلون و سرامیک است بلکه به لحاظ ساختاری هم ادغام هر دو پوشش است. به این گونه که نخستین لایه ی داخل قابلمه گرانیتی و تابه گرانیتی، PTFE (تفلون) است و دانه های رنگی که بصورت پراکنده داخل ظرف گرانیتی دیده می شود دانه های سخت سرامیک است. این پوشش روی سطح داخلی ظرفی از جنس آلومینیوم خالص، آلومینیوم آلیاژی یا استیل قرار می گیرند. پوشش گرانیتی داخل قابلمه؛ نچسبی خوب و ماندگاری بیشتر نسبت به سرامیک، مقاومت بیشتر در برابر سایش نسبت به تفلون، همچنین مشخصات بهداشتی بهتری نسبت به تفلون دارد.
مطالعات فنی
محصول مذکور به شکل تابه بخارپز و صفحه منقول قابلمه های نسوز تولید می گردد و از نظر طبقه بندی جزء صنایع فلزی می باشد . ماده اصلی آن فلز آلومینیوم بوده که بدلیل داشتن پیوند فلزی (در تمامی فلزات واسطه وجود دارد) براحتی تحت کشش قرار میگیرد . پوشش داخلی آن تفلون PTFE پلی تتروافلوئور اتیلن می باشد که در 400◦C پخت می گردد و پوشش بیرونی آن رنگ کوره ای بوده که در 260◦C پخت می گردد . دسته و قطعات اتصالی به آن از جنس ورق گالوانیزه و بالکالیت می باشد .
تشریح خط تولید : تولید بدنه اصلی شامل برش ، پاشش و پخت تفلون ، قلبگیری ، پاشش و پخت رنگ ، آرایش ته ظرف و مونتاژ می باشد . آلومینیوم در این قسمت تحت فشار و کشش (پرس هیدرولیک کششی) قرار گرفته و لایه داخلی آن دارای پوشش گرانیتی و لایه خارجی آن رنگ کوره ای می شود .
روشهای مختلف تولید :
الف – روش اول تولید بدنه : 1- برش ورق آلومینیوم به اندازه های مختلف توسط دستگاه گردبر. 2- شستشو و آماده سازی گرده آلومینیوم. 3- پرداخت و صیقل گرده در دستگاه سندبلاست . 4- پاشش تفلون به روش الکترواستاتیک (در دو مرحله ابتدا پاشش اولیه و سپس پاشش نهائی). 5- انتقال گرده به کوره 400◦C جهت پخت تفلون . 6- انتقال گرده بعد از پخت به قسمت پرس برای قالبگیری توسط 3 دستگاه پرس هیدرولیک . 7- انتقال بدنه آماده شده به قسمت پاشش رنگ کوره ای و رنگ آمیزی بیرونی بدنه توسط پیستوله اتوماتیک 8- انتقال کالای نیم ساخته رنگ شده به کوره ریلی 200◦C جهت پخت رنگ . 9- انتقال بدنه به قسمت آرایش ظرف توسط دستگاه خط انداز دستگاه مذکور قسمت تحتانی و بیرونی ظرف را آرایش میدهد . 1-9- مونتاژ و نصب قطعات آماده باکالیتی و فلزی 2-9- انتقال قطعات و مونتاژ آن به بدنه قابلمه و تابه.
ب – روش دوم تولید بدنه : تنها اختلاف با روش اول پاشش و پخت تفلون می باشد در این روش بقسمت پرس جهت قالبگیری منتقل و سپس برای پاشش تفلون و پخت بقسمت بعدی انتقال داده می شود . یعنی ابتدا بدنه اصلی قابلمه و تابه ساخته شده و سپس پوشش تفلونی داده می شود . در این حالت مصرف تفلون بالا رفته و پاشش و توزیع یکنواخت نمی باشد. ضمناً ظرف ها حجم زیادی را اشغال می کند و زمان بیشتری صرف انجام عملیات تولید میگردد .
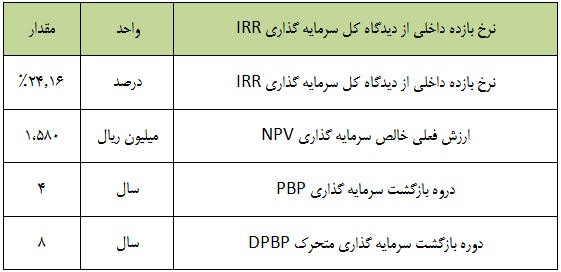
اطلاعات مالی طرح

نتایج مالی طرح از دیدگاه کل سرمایه گذاری