
گزارش توجیهی طرح تولید نخ بی سی اف با نرم افزار کامفار Comfar
مطالعات بازار
پلی پروپیلن در سال 1980 وارد بازار شد. نخ پلی پروپیلن در کنار مزایای زیاد و خصوصیات فنی خوبی که دارد معایبی هم دارد که مهمترین آن رنگپذیری ضعیف آن است. اما به دلیل فرآیند آسان تولید و قیمت ارزان آن روز به روز روند مصرف آن در بازار افزایش مییابد و تمایل به مصرف آن بالاتر است و به نظر میرسد پلی آمیدها حضور پررنگ خود در بازار را از دست خواهند داد. پلی آمیدها در سال 1945 وارد بازار شدند و بعد از آن پلیاستر در سال 1960 وارد بازار شد. هر چند که پلی آمیدها دارای خصوصیات خوبی مانند رنگپذیری بالا، مقاومت سایشی و استحکام بسیار بالا، ضد آب بودن و… هستند. اما به دلیل بالا بودن قیمت آنها در تنها چند کشور محدود استفاده میشوند. نمیتوان گفت که پلی آمیدها کلاً از بازار خارج میشوند، چون نیاز به این نوع کفپوشها وجود دارد. مثلاً در برخی از اماکن شما مجبور هستید از این نوع کفپوشهای پلی آمید مصرف کنید مانند هتلها و مکانهای پر رفت و آمد. بازار همواره به پلی آمید نیاز دارد اما این میزان زیاد نخواهد بود و میزان مصرف آن رو به کاهش بوده و پلیاستر و پلی پروپیلن جای آنرا پر کردهاند. امروزه انواع مختلفی از پلیاسترها وارد بازار شدند که دارای مزایایی از قبیل رنگپذیری بالاتر از انواع قبلی خود هستند و بازار خوبی را برای خود پیدا کردهاند. شاید به نظر برسد به دلیل خصوصیات ضعیف، پلی پروپیلن نباید مورد مصرف قرار بگیرد اما قیمت در بازار امروز، بسیار مهم است و قیمت پائین پلی پروپیلن عامل گسترش مصرف آن است. به ویژه کشور ایران در بخش تولید نخ BCF و مواد اولیه آن دارای مزیتهای بسیار زیادی است. به خاطر وجود انرژی و نفت- که ترکیه کاملاً فاقد آن است- ایران شانس بزرگی برای تبدیل شدن به یک کشور قدرتمند در این زمینه دارد. تولید نخ BCF در ترکیه نزدیک به 1000 تن در روز است. ما در سال چیزی در حدود 350000 تن نخ BCF تولید میکنیم در حالی که این عدد در ایران نزدیک به 80 تن در روز است. ایران مجبور به افزایش ظرفیت تولید خواهد بود. امروز ما مشتریان زیادی از تمام نقاط دنیا مانند برزیل و مراکش و… داریم که از اروپا و ترکیه نخ وارد میکنند. اما این کشورها مواد اولیه کافی در اختیار ندارند و انرژی در آنها گران است و شرایط رقابت آنها سخت خواهد بود. نخ BCF به عنوان یک نخ فیلامنتی حجیم بهترین گزینه جهت جایگزینی نخهای ریسیده شده اکریلیکی و یا پشمی در صنعت تولید کفپوشها(فرش ماشینی و موکت تافتینگ) میباشد. با توجه به تکنولوژی بسیار بالای ماشین آلات این شرکت، امکان تولید و عرضه انواع مختلف نخ فیلامنتی حجیم(BCF) در انواع پلی پروپیلنی، پلیاستری(نو) و پلیاستری(بازیافتی) در رنگها و نمرات مختلف(بر حسب سفارش) را دارد. همچنین علاوه بر نخهای تک لا، امکان تولید نخهای تابیده شده، کابله(۳ لا) و تثبیت شده نیز میسر میباشد. در کنار تولید نخ BCF با همکاری بخش بازرگانی، این شرکت امکان عرضه الیاف پلیاستر استیپل(PSF) در انوع مختلف نظیر نوع پنبه ای(مناسب جهت ریسندگی الیاف کوتاه)، نوع پشمی(مناسب جهت ریسندگی الیاف بلند)، نوع بی بافت(Nonwoven) و نوع توخالی(Hollow جهت صنایع تولید کالای خواب، مبلمان و عروسکسازی) را نیز دارد.
نام محصول
نخ بیسیاف پلی پروپیلن
کد آیسیک (ISIC) نخ بیسیاف پلی پروپیلن 1711612369 می باشد که واحد سنجش آن تن است.
کد تعرفه گمرکی نخ بیسیاف پلی پروپیلن 54023400 می باشد که واحد سنجش آن تن می باشد.
تولید
با توجه به اطلاعات داده شده در سایت خبرگزاری تسنیم در سال 95 میزان تولید نخ بی سی اف ۲۱۰ هزار تن در کشور بوده، است. همچنین در سال 96 میزان تولید 220 هزار تن در سال بوده است که میتوان گفت میزان تولید افزایش پیدا کرده است.
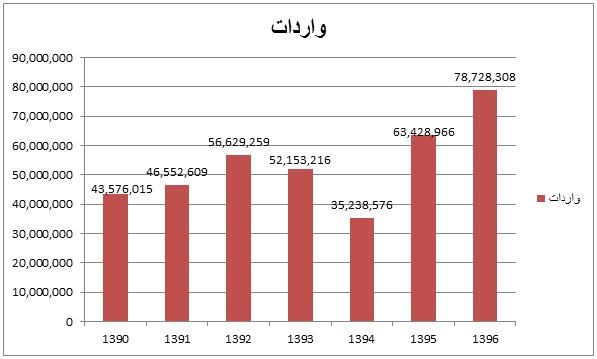
واردات
با توجه به آمار سایت اتاق بازرگانی تهران نمودار میزان واردات از سال 90 تا 96 به صورت زیر می باشد:
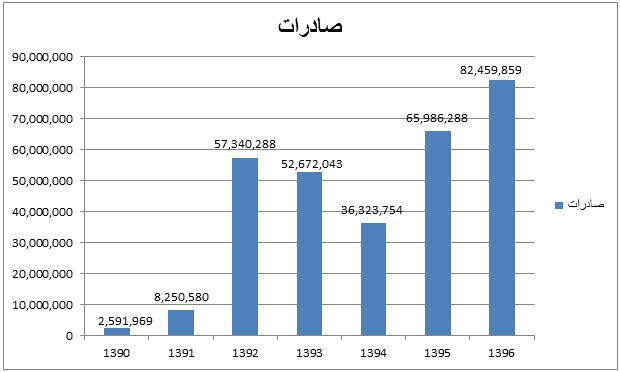
صادرات
با توجه به آمار سایت اتاق بازرگانی تهران نمودار میزان صادرات از سال 90 تا 96 به صورت زیر می باشد:
مطالعات فنی
شرح فرایند تولید
یکی از روشهای تکسچریزاینگ متداول و پرکاربرد روش BCF است که برای dpfهای متوسط و ضخیم همچون نخ نایلون و پلیپروپیلن(PP) و پلی استر با دنیرهای متوسط مورداستفاده قرار میگیرد. در این روش الیاف بلافاصله بعد از ذوب ریسی، وارد محفظه داغ میشود و از آن طرف، به صورت تابدار از محفظه خارج میشوند. همین امر، یعنی ذوبریسی و تکسچرایزینگ همزمان از جمله مزایای این روش محسوب میگردد. این روش برای نخهای مورداستفاده در فرش نیز کاربرد دارد ولی هنوز برای پوشاک و dpfهای پایین یا فیلامنت ظریف متداول نشده؛ به این دلیل که ماشین و هزینه تولید نخ گران درمیآید. دنیرهای هر فیلامنت(dpf) بین ۷ تا ۱۵ ولی برای بحث پوشاک صحبت از dpf ۳، ۵/۱ و غیره است. در خطوط BCF همواره از PP و گاهی اوقات پلیاستر استفاده میشود. در آمریکا بیشتر از نایلون استفاده میشود و در نهایت نخ تولید شده دارای خاصیت الاستیک میباشد و کریمپ دارد. نخ آن مثل نخ ریسیده شده نیست و از حالت ارتجاعی و فنری برخوردار است. فرآیند تولید نخ BCF بسیار مشابه نخ CF میباشد. تفاوت اصلی این دو وجود مرحله تکسچرایزینگ، در تولید نخ BCF است. در قسمت تکسچرایزینگ، نخها در محفظه استوانهای فشرده شده و تکسچره میشوند. در گذشته نخهای فرش به صورت مکانیکی و توسط غلتکهایی فشرده میشدند که باعث ایجاد موج در دو بعد میگردید. امروزه از روش جعبه تراکمی هوای فشرده داغ استفاده میشود که در آن فشرده شدن نخها توسط هوای داغ یا بخار انجام میپذیرد. این جتها باعث ایجاد موج در سه بعد میگردند. تکسچرایزینگ نخهای BCF تا سرعت 3000(m/min) امکانپذیر است. مراحل کشش و تکسچرایزینگ، پیوسته بوده و نخها قبل از تغییر فرم داده شدن کشیده میشوند.
این عمل سبب میشود مولکولها به ماکزیم آرایش یافتگی خود در جهت طولی فیلامنتها دست یابند. با استفاده از نسبت کشش(3/2 تا 3/4) سرعت تکسچرایزینگ به ١٨٠٠ تا ٣٤٠٠ متر بر دقیقه با نمره فیلامنت مناسب برای استفاده در نخهای فرش ماشینی میرسد. هوای فشرده داغ از ورودی وارد جت شده و در کانال جریان پیدا میکند. بطوریکه دمش هوا باعث میشود نخ از قسمت ورودی کانال به داخل کانال کشیده شده و به طرف محفظه انبساط رانده شود. محفظه انبساط استوانهای است که اطراف آن صفحهها قرار گرفتهاند. برخورد شدید فیلامنتها به جداره صفحهها در محفظه انبساط باعث انباشته شدن و تاخوردگی آنها میشود. پر شدن محفظه انبساط و فشار ناشی از آن موجب حرکت فیلامنتهای تکسچره شده به خارج از محفظه فوق میگردد جتها و محفظه تکسچرایزینگ اخیراً به صورت دو تکه باز شونده ساخته میشوند. در این جت ها، نیمی از آن میتواند باز شده و پساز نخ کشی با استفاده از تفنگ مکش، دوباره بسته شود. هوای فشرده داغ از ورودی(c) وارد کانال تنظیم کننده مقدار هوای ورودی به کانال اصلی جت(d) میگردد. دمش هوای فشرده، نخ را از ورودی آن(a) به طرف محفظه تکسچرایزینگ(g) میراند. نخ در محفظه تکسچرایزینگ موجدار شده و از خروجی آن(f) خارج میگردد.همچنین هوای دمیده شده به محفظه تکسچرایزینگ از خروجی هوا(e) به بیرون رانده میشود. توسط فشار هوای فشرده، جعبه تراکم کاملا پر از نخ میگردد. فیلامنتها به صورت انباشته(plug) تغییر حالت داده و به شکل سه بعدی موجدار میشوند. میزان موجدار شدن تحت تأثیر موارد ذیل میباشد:
– دمای ورودی نخ به محفظة تکسچرایزینگ
– اندازه جعبه تراکم
– دما و فشار هوای فشرده
اطلاعات مالی طرح




